جوشکاری ورق استیل نازک
ورق استیل نازک یکی از پرکاربردترین انواع ورقهای فولادی است که در صنایع مختلف به دلیل ویژگیهای خاص خود، محبوبیت زیادی دارد. جوشکاری این ورقها، به دلیل حساسیت و ظرافت بالای آنها، نیاز به دقت و تکنیکهای خاصی دارد تا هم از نظر استحکام و هم از نظر ظاهر، نتیجهای رضایتبخش به دست آید. در این مقاله به بررسی جوانب مختلف جوشکاری ورق استیل نازک، از ویژگیها و نکات مهم آن گرفته تا روشهای جوشکاری و کاربردهای آن در صنایع مختلف خواهیم پرداخت. در این مقاله از بازرگانی پولاد می خواهیم شمارا بیشتر با این نوع جوشکاری آشنا کنیم. با ما همراه باشید.
ورق استیل نازک چیست؟
ورق استیل نازک به ورقهایی گفته میشود که ضخامت آنها کمتر از یک میلیمتر است. این ورقها به دلیل خصوصیات فنی خود، مانند مقاومت بالا در برابر خوردگی و سایش، استحکام کششی بالا و طول عمر زیاد، در صنایع مختلف به ویژه در مواردی که ظاهر و کیفیت بالا اهمیت دارند، کاربرد دارند. به طور خاص، سطح صاف و صیقلی ورق استیل نازک موجب استفاده فراوان آن در صنایع دکوراتیو، لوازم خانگی، هواپیماسازی، خودروسازی و حتی ساخت تجهیزات پزشکی میشود.
ویژگیهای ورق استیل نازک
ورق استیل نازک به دلیل ضخامت کم، دارای ویژگیهای خاصی است که باعث میشود در صنعت بسیار ارزشمند و کاربردی باشد. از مهمترین ویژگیهای آن میتوان به نکات زیر اشاره کرد:
- مقاومت بالا در برابر خوردگی: استیل نازک به دلیل ترکیب خاص آلیاژهای خود، در برابر عوامل خورنده مانند رطوبت، اسیدها و بازها مقاومت بالایی دارد.
- استحکام کششی بالا: این ورقها قادر به تحمل فشار و کشش زیاد هستند بدون اینکه دچار تغییر شکل یا شکست شوند.
- طول عمر بالا: ورق استیل نازک عمر مفیدی طولانی دارد و حتی در شرایط سخت محیطی نیز قادر به حفظ خواص خود است.
- قابلیت بازیافت: استیل نازک قابلیت بازیافت دارد و این امر به حفظ منابع طبیعی کمک میکند.
- ظاهر زیبا و صیقلی: سطح صاف و صیقلی ورق استیل نازک باعث جذابیت بصری و کاربرد آن در تولید قطعات دکوراتیو میشود.
جوشکاری ورق استیل نازک چیست؟
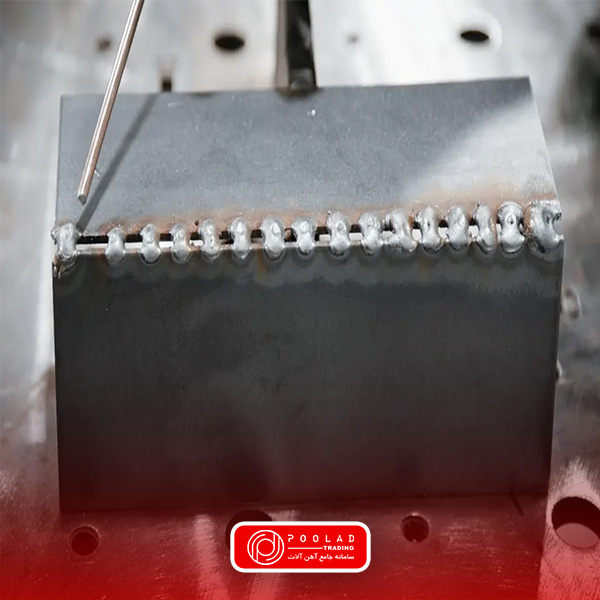
در واقع این نوع جوشکاری فرآیندی است که طی آن دو یا چند قطعه ورق استیل نازک به هم متصل میشوند. این فرآیند به دلیل ضخامت کم ورقها و حساسیت بالای آنها، نیاز به دقت بسیار زیادی دارد. هرگونه اشتباه در جوشکاری میتواند باعث آسیب به سطح ورق، تغییر شکل آن یا ایجاد جوشهای ضعیف و ناصاف شود. به همین دلیل، جوشکاری ورق استیل نازک به تخصص و مهارت زیادی نیاز دارد.
نکات مهم جوشکاری ورق استیل نازک
جوشکاری این نوع ورق استیل نازک نیازمند رعایت نکات خاصی است تا هم از آسیب به ورق جلوگیری شود و هم جوشهای با کیفیتی ایجاد گردد. برخی از این نکات عبارتند از:
- استفاده از الکترود مناسب: الکترودهای با قطر کوچک برای جوشکاری ورقهای نازک مناسبتر هستند.
- تنظیم جریان جوشکاری مناسب: جریان جوشکاری باید به اندازهای باشد که ورقها را ذوب کند، اما نه به اندازهای که باعث سوختن یا تغییر شکل آنها شود.
- کنترل سرعت جوشکاری: سرعت جوشکاری باید به گونهای باشد که جوش به صورت یکنواخت و بدون ایجاد تغییر شکل در ورقها ایجاد شود.
- استفاده از گاز محافظ: گاز محافظ از ذوب شدن فلز پایه در اطراف ناحیه جوش جلوگیری میکند.
روشهای جوشکاری ورق استیل نازک
برای جوشکاری این نوع ورق استیل نازک، روشهای مختلفی وجود دارد که بسته به شرایط و نیازهای پروژه انتخاب میشود. سه روش متداول جوشکاری ورق استیل نازک عبارتند از:
- جوشکاری TIG: این روش به دلیل دقت بالا و عدم تولید جرقه برای جوشکاری ورقهای نازک بسیار مناسب است. در این روش از الکترود تنگستن برای ایجاد قوس جوش استفاده میشود و گاز آرگون به عنوان گاز محافظ عمل میکند.
- جوشکاری MIG : این روش سریعتر از TIG است و از سیم جوش به عنوان فلز جوش استفاده میکند. گاز محافظ در این روش نیز معمولاً آرگون یا CO2 است.
- جوشکاری SMAW : این روش که به جوشکاری با الکترود پوششدار نیز شناخته میشود، روشی سنتی است که برای جوشکاری ورقهای نازک نیز به کار میرود.
مزایای جوشکاری TIG ورق استیل نازک
جوشکاری TIG برای جوشکاری ورق استیل نازک مزایای زیادی دارد که از آن جمله میتوان به موارد زیر اشاره کرد:
- دقت و کیفیت بالا: جوشهای ایجاد شده با این روش دقیق و با کیفیت بالا هستند و به راحتی میتوانند بدون ایجاد تغییرات منفی در ظاهر ورق، جوشهای استحکامبخشی ایجاد کنند.
- امکان جوشکاری ورقهای نازک با هر ضخامت: جوشکاری TIG این قابلیت را دارد که حتی ورقهای بسیار نازک را نیز به راحتی جوش دهد.
- عدم ایجاد تنش و اعوجاج: به دلیل استفاده از جریان جوشکاری کم و سرعت آهسته، این روش باعث ایجاد تغییر شکل یا تنش در ورق نمیشود.
- عدم استفاده از سرب: جوشکاری TIG به دلیل عدم استفاده از فلزات سنگین، برای کاربردهای حساس مانند قطعات در تماس با مواد غذایی یا دارویی مناسب است.
بهترین روش جوشکاری ورق استیل نازک
برای جوشکاری ورق استیل نازک، روش TIG به عنوان بهترین گزینه شناخته میشود. این روش به دلیل دقت بالا و ایجاد جوشهای تمیز و مقاوم، برای این نوع ورقها بسیار مناسب است. به علاوه، استفاده از گاز آرگون به عنوان گاز محافظ، باعث میشود که سطح جوش صاف و بدون نقص باقی بماند.
نکات ایمنی در جوشکاری ورق استیل نازک
جوشکاری به طور کلی یک فرآیند صنعتی پرخطر است و جوشکاری ورق استیل نازک به دلیل حساسیت بالای این ورقها نیازمند رعایت نکات ایمنی ویژهای است. برخی از این نکات عبارتند از:
- استفاده از تجهیزات ایمنی مانند ماسک جوشکاری، عینک ایمنی، دستکش و لباسهای محافظ.
- اطمینان از تهویه مناسب محیط کار و پاکسازی محل کار از مواد اشتعالزا.
- استفاده از الکترود و سیم جوش با قطر مناسب برای جلوگیری از ایجاد جوشهای نامناسب.
- انجام جوشکاری در فضای باز یا اتاقهای مجهز به سیستم تهویه مناسب.
کاربرد جوشکاری ورق استیل نازک در صنایعی مختلف چگونه است ؟
ورق استیل نازک به دلیل ویژگیهای خاص خود در صنایع مختلف کاربرد دارد. از مهمترین صنایعی که از جوشکاری ورق استیل نازک استفاده میکنند میتوان به موارد زیر اشاره کرد:
- صنعت هواپیماسازی: استفاده از ورق استیل نازک برای ساخت بدنه و قطعات هواپیما.
- صنعت خودروسازی: جوشکاری ورقهای استیل نازک در ساخت قطعات داخلی خودروها.
- صنایع دکوراتیو: استفاده در ساخت لوازم دکوراتیو مانند میزها، مبلمان و دستگیرهها.
- صنایع تجهیزات پزشکی: در ساخت ابزارهای پزشکی و قطعات جراحی.
با توجه به ویژگیهای منحصر به فرد و کاربردهای فراوان ورق استیل نازک، جوشکاری این نوع ورقها نیاز به دقت بالا و استفاده از روشهای پیشرفته دارد تا محصولات نهایی با کیفیت و استحکام بالا تولید شوند.
سخن پایانی
در نهایت، جوشکاری ورق استیل نازک با توجه به دقت و تخصص بالایی که نیاز دارد، فرآیندی پیچیده است که باید با رعایت اصول فنی و ایمنی انجام شود. انتخاب روش مناسب جوشکاری و استفاده از تجهیزات حرفهای میتواند تأثیر زیادی در کیفیت نهایی جوشها و دوام قطعات داشته باشد. شرکت بازرگانی پولاد، به عنوان یکی از پیشروهای صنعت فولاد، با ارائه مشاورههای تخصصی و تجهیزات مدرن، آماده است تا در زمینه جوشکاری به شما کمک کند و راهکارهای بهینهای را برای نیازهای صنعتی شما فراهم آورد. اعتماد به تخصص و کیفیت در کنار خدمات جامع، میتواند تضمینکننده موفقیت شما در پروژههای مختلف باشد.